
Właściwości materiału wsadowego odgrywają kluczową rolę w określaniu żywotnościczęści kruszarki szczękowejOperatorzy, którzy kontrolują twardość, ścieralność, wielkość cząstek i wilgotność, mogą wydłużyć żywotnośćstal manganowa części eksploatacyjne kruszarki szczękowej.
- Wysoka twardość i ścieralność zwiększają tempo wymiany i zużycie energii.
- Wilgoć i lepkość mogą powodować zatykanie, co wiąże się z koniecznością częstszej konserwacji.
- Stała wielkość podawanego materiału pomaga zapobiegać przestojom i zwiększa wydajność kruszarki.
Wybór właściwegomaszyna krusząca szczękiIczęści kruszarkiobniża koszty i zwiększa wydajność.
Najważniejsze wnioski
- Twardość i ścieralność materiałów wsadowych znacznie zwiększają zużycie części kruszarki szczękowej, dlatego operatorzy powinni dostosować ustawienia i wybierać wytrzymałe materiały, aby wydłużyć żywotność części.
- Kontrolowanie wielkości wsadu i usuwanie zbyt dużych kamieni lub drobnych elementów pomaga zapobiegać nierównomiernemu zużyciu i zatykaniu, poprawiającwydajność kruszarkii ograniczenie konieczności konserwacji.
- Wilgoć i lepkie materiały powodują zatykanie i dodatkowe obciążenie części kruszarki, dlatego zarządzanie wilgocią poprzez suszenie i przesiewanie pozwala na płynną pracę kruszarek.
- Wybór właściwegomateriały na płytki szczękowea projekty uwzględniające właściwości paszy mogą zwielokrotnić trwałość i skrócić przestoje.
- Regularne kontrole, właściwa konserwacja i szkolenie operatorów są niezbędne do wczesnego wykrywania zużycia i zapewnienia wydajnej pracy kruszarek przez dłuższy czas.
Kluczowe właściwości materiału wsadowego i zużycie kruszarki szczękowej
Twardość materiału wsadowego
Twardość jest jedną z najważniejszych właściwości wpływających na zużycie kruszarki szczękowej. Twarde skały, takie jak granit czy bazalt, wymagają większej siły do kruszenia. Ta dodatkowa siła zwiększa naprężenie płyt szczękowych i tulei. Gdy operatorzy podają twardsze materiały do kruszarki szczękowej, płyty ulegają większemu zużyciu w wyniku cięcia i odpryskiwania. Badania pokazują, że skały o wyższej wytrzymałości na ściskanie i pękanie powodują szybsze zużycie. Operatorzy często zauważają, że podczas obróbki mniejszych, twardszych cząstek, najpierw zużywa się końcówka szczęk. Dostosowanie ustawień kruszarki do twardości podawanego materiału może pomóc zmniejszyć zużycie i wydłużyć żywotność części.
Ścieralność i skład mineralny
Ścierność i skład mineralny również odgrywają istotną rolę w kształtowaniu śladów zużycia. Minerały takie jak kwarcyt i granit są silnie ścierne. Minerały te trą o płytki szczęk, powodując szybką degradację powierzchni. Jeśli materiał wsadowy zawiera wysoki procent minerałów ściernych, standardowatuleje ze stali manganowejMogą się szybko zużywać. Wybór odpowiedniego materiału wykładziny, takiego jak żelazo wysokochromowe lub stopy kompozytowe, może pomóc w zapobieganiu tego typu zużyciu. Operatorzy powinni również zwracać uwagę na zanieczyszczenia w podajniku, ponieważ drobinki żelaza lub zbyt duże kamienie mogą powodować wykruszanie się krawędzi i pękanie.
Wskazówka: Dopasowanie materiału wykładziny do składu mineralnego paszy może wydłużyć żywotność nawet pięciokrotnie i zmniejszyć koszty konserwacji.
Wielkość cząstek i rozkład wielkości
Wielkość cząstek i ich rozkład bezpośrednio wpływają na częstotliwość wymiany płyt szczękowych. Gdy materiał wsadowy zawiera wiele kamieni o dużych rozmiarach, niektóre obszary płyt szczękowych są wielokrotnie poddawane uderzeniom. Prowadzi to do nierównomiernego zużycia i częstszej wymiany. Nadmiar drobnych cząstek w materiale wsadowym może powodować zatykanie, co również skraca żywotność płyt. Dobrze kontrolowany rozkład wielkości cząstek w materiale wsadowym sprzyja równomiernemu zużyciu i stabilnej pracy. Operatorzy, którzy monitorują i regulują wielkość cząstek wsadowych, mogą obniżyć koszty operacyjne i zapewnić wydajną pracę kruszarki szczękowej.
Zawartość wilgoci i lepkość
Zawartość wilgoci w materiale wsadowym odgrywa istotną rolę w wydajności kruszarki szczękowej. Wysoka wilgotność materiału wsadowego, zwłaszcza po zmieszaniu z drobnymi frakcjami lub gliną, często prowadzi do problemów operacyjnych. Materiały lepkie mają tendencję do przywierania do powierzchni wewnątrz kruszarki. To lepkość może powodować zatory, znane również jako zatykanie, które zakłóca proces kruszenia.
Operatorzy często zauważają, że wilgotne, drobne materiały, takie jak glina, nie rozpadają się łatwo. Zamiast tego, materiały te zbijają się w gęstą masę wewnątrz komory kruszenia. Ten proces, zwany „nawarstwianiem”, zwiększa obciążenie silnika kruszarki. Niekontrolowane nawarstwianie może całkowicie zatrzymać pracę kruszarki. Chociaż wilgoć nie zwiększa bezpośrednio zużycia płyt szczękowych ani tulei, wynikające z tego zatykanie i przeciążenie silnika może obniżyć jego wydajność i z czasem prowadzić do szybszego zużycia.
Oto kilka praktycznych wskazówek, które pomogą Ci zarządzać wilgotnością i lepkością materiału paszowego:
- Wstępne wysuszenie paszy w celu zredukowania wilgotności poniżej 5% pomaga zapobiegać przywieraniu materiału.
- Odsianie drobnych cząstek przed wprowadzeniem ich do kruszarki zmniejsza ryzyko zatkania.
- Montaż wykładzin antyadhezyjnych, na przykład powłok teflonowych w lejach podających, minimalizuje przywieranie materiału.
- Zastosowanie ścianek działowych w celu przekierowania przepływu materiału, szczególnie w przypadku podajników wibracyjnych, może dodatkowo ograniczyć zatykanie.
Uwaga: Operatorzy monitorujący poziom wilgotności i dostosowujący procesy mogą zapewnić płynniejszą pracę kruszarki i wydłużyć żywotność części eksploatacyjnych.
Kontrola wilgotności i lepkości materiału wsadowego nie tylko poprawia niezawodność kruszarki, ale także obniża koszty konserwacji. Dzięki tym działaniom operatorzy zapewniają wydajną pracę kruszarek szczękowych, nawet podczas przetwarzania trudnych materiałów.
Wpływ właściwości paszy na części kruszarki szczękowej
Wpływ twardości na zużycie płytki szczękowej i tulei

Twardość materiału wsadowego bezpośrednio wpływa na szybkość zużycia płyt szczękowych i tulei. Twardsze skały, takie jak granit czy kwarcyt, wymagają większej siły do rozbicia. Ta zwiększona siła prowadzi do większego naprężenia powierzchni styku kruszarki szczękowej. Z czasem powtarzające się uderzenia twardych materiałów powodują zużycie ostrzy dłuta, objawiające się głębokimi rysami, rowkami i wżerami na płytach szczękowych. Operatorzy często obserwują, że strefy kruszenia ulegają największemu zużyciu, szczególnie podczas obróbki rud o wysokiej twardości.
Zużycie zmęczeniowe rozwija się również, gdy płyty szczękowe są poddawane powtarzającym się obciążeniom ściskającym i udarowym. Pęknięcia tworzą się i rozprzestrzeniają, ostatecznie powodując kruche pęknięcia. Strefa zasypowa, w której skały po raz pierwszy trafiają do kruszarki, jest szczególnie narażona na tego typu uszkodzenia.Płytki szczękowe ze stali wysokomanganowejmogą być odporne na część tego zużycia, ponieważ ulegają wzmocnieniu w trakcie pracy, ale nawet te materiały mają swoje ograniczenia, gdy są wystawione na działanie ekstremalnie silnych sił posuwu.
Wskazówka: regularne monitorowanie twardości podawanego materiału pomaga operatorom regulować ustawienia kruszarki i wybierać odpowiednie materiały wykładzinowe, co pozwala ograniczyć nieoczekiwane przestoje.
Minerały ścierne i degradacja powierzchni
Zawarte w materiale ściernym minerały, takie jak kwarc lub krzemionka, przyspieszają degradację powierzchniczęści kruszarki szczękowejLaboratoryjne testy ścierności, w tym testy ścierania żłobiącego, wykazują silną korelację z rzeczywistymi wzorcami zużycia. Testy te ujawniają, że minerały ścierne powodują mikropęknięcia, mikroskrawanie i mikropęknięcia na powierzchni płyt szczęk i tulei. Gdy cząstki ścierne ślizgają się i naciskają na metal, usuwają małe fragmenty, co prowadzi do utraty objętości i chropowatości powierzchni.
Badania terenowe potwierdzają, że obecność minerałów ściernych zwiększa tempo zużycia powierzchni. Główne mechanizmy zużycia obejmują:
- Ścieranie przy niskim naprężeniu:Zjawisko to występuje, gdy cząstki przesuwają się po powierzchni bez większego ściskania.
- Ścieranie ścierne pod dużym naprężeniem:Dzieje się tak, gdy mniejsze cząsteczki ocierają się o powierzchnię pod wpływem nacisku.
- Ścieranie żłobiące:Powstaje w wyniku uderzenia dużych, twardych cząstek w płytki szczęk i ich ściśnięciu.
Poniższa tabela podsumowuje typowe wzorce zużycia i ich przyczyny:
| Rodzaj wzoru zużycia | Opis | Przyczyna / czynniki wpływające | Region płytki szczękowej | Charakterystyka siły |
|---|---|---|---|---|
| Zużycie dłuta tnącego | Głębokie rysy, rowki i wgłębienia | Powtarzające się uderzenia i wyciskanie przez rudy | Strefy kruszenia (M, ML, L) | Wysoki normalny, umiarkowany styczny |
| Zużycie zmęczeniowe | Pęknięcia i kruche pękanie | Długotrwały, powtarzający się wpływ | Strefa karmienia (H) | Wysoka normalna, dolna styczna |
| Zużycie ścierne | Zadrapania, szlifowanie, żłobienia, ścieranie | Wielkość cząstek, twardość, ściskanie/ścinanie | Strefy kruszenia (M, ML, L) | Wysoki normalny i styczny |
| Zużycie korozyjne | Utlenianie spowodowane wilgocią | Zawartość wilgoci w paszy | Wszystkie regiony | Zużycie chemiczne |
Właściwości materiału, takie jak twardość, wytrzymałość i mikrostruktura, również wpływają na odporność części kruszarki szczękowej na zużycie ścierne. Zmiany geometrii tulei spowodowane zużyciem mogą wpływać na wydajność kruszarki, dlatego regularne kontrole są niezbędne.
Wpływ paszy ponadgabarytowej i zawartości drobnych frakcji
Dystrybucja wielkości materiału wsadowego odgrywa kluczową rolę w zużyciu płyt szczękowych i tulei. Zbyt duże kamienie tworzą skoncentrowane strefy uderzeń na płytach szczękowych. Uderzenia te powodują nierównomierne zużycie, a niektóre obszary zużywają się szybciej niż inne. Dostanie się dużych cząstek do kruszarki może również powodować ścieranie, które prowadzi do powstawania głębokich rowków i wżerów.
Nadmiar drobnych cząstek w materiale wsadowym stanowi kolejne wyzwanie. Drobne cząstki mogą wypełniać przestrzenie między większymi skałami, zwiększając ryzyko zatkania. Zatory te zmuszają kruszarkę do cięższej pracy, podnosząc temperaturę i naprężenia części zużywających się. Z czasem może to przyspieszyć zużycie ścierne i zmęczenie materiału, zwłaszcza jeśli drobne cząstki zawierają minerały ścierne.
Operatorzy mogą zarządzać tymi ryzykami poprzez:
- Przesiewanie materiału wsadowego w celu usunięcia nadmiaru drobnych cząstek przed jego wprowadzeniem do kruszarki.
- Regulacja ustawienia strony zamkniętej (CSS) w celu kontrolowania rozmiaru przechodzącego materiału.
- Monitorowanie proporcji kamieni o dużych gabarytach i dostosowywanie sposobu podawania.
Uwaga: Stała wielkość podawanego materiału i kontrolowana zawartość drobnych cząstek pozwalają na równomierne zużycie płyt szczękowych, co zwiększa wydajność i żywotność kruszarki szczękowej.
Mechanizmy zużycia związane z wilgocią
Wilgoć w materiale wsadowym może wpływać na zużycie części kruszarki szczękowej podczas pracy. Woda działa zarówno jako środek smarujący, jak i katalizator zużycia, w zależności od warunków panujących wewnątrz kruszarki. Operatorzy często obserwują inne wzorce zużycia podczas przetwarzania mokrych lub lepkich materiałów niż w przypadku suchych, sypkich skał.
Bezpośredni wpływ wilgoci na zużycie:
- Woda może utworzyć cienką warstwę między skałą a płytką szczęki. Ta warstwa czasami zmniejsza tarcie, co spowalnia zużycie ścierne.
- W wielu przypadkach wilgoć miesza się z drobnymi cząsteczkami i gliną. Mieszanina ta tworzy lepką pastę, która przylega do płytek i wkładek szczękowych.
- Lepki materiał powoduje „nawarstwianie się”, czyli gromadzenie się warstw mokrego drobnego materiału na powierzchniach kruszarki. Warstwy te zatrzymują cząstki ścierne i zwiększają siłę tarcia o metal.
Skutki pośrednie i szkody wtórne:
- Wilgoć sprzyja korozji, zwłaszcza w połączeniu z minerałami reagującymi z wodą. Korozja osłabia powierzchnię płytek i tulei szczękowych, zwiększając ich podatność na zużycie mechaniczne.
- Wilgotny materiał wsadowy często prowadzi do zatorów. W przypadku zacięcia się kruszarki, maszyna musi pracować ciężej, aby usunąć przeszkodę. Ta dodatkowa siła zwiększa obciążenie części eksploatacyjnych.
- Wysoka zawartość wilgoci może powodować nierównomierne zużycie. Niektóre obszary płytki szczękowej mogą pozostać zakryte wilgotnym materiałem, podczas gdy inne pozostają odsłonięte. Ta różnica prowadzi do nierównomiernego zużycia i skraca ogólną żywotność części.
Notatka:Operatorzy powinni monitorować zarówno zawartość wilgoci, jak i rodzaj drobnych cząstek w materiale wsadowym. Materiały gliniaste o wysokiej zawartości wody powodują większe zużycie niż czysty, mokry piasek.
Typowe mechanizmy zużycia związane z wilgocią:
| Mechanizm | Opis | Typowy wynik |
|---|---|---|
| Efekt smarowania | Film wodny zmniejsza tarcie | Wolniejsze zużycie ścierne |
| Naleśnikowanie/Narastanie | Lepkie drobiny przylegają do powierzchni | Zwiększone tarcie i zużycie |
| Zużycie korozyjne | Woda i minerały powodują reakcje chemiczne | Rdza, wżery, utrata powierzchni |
| Stres wywołany blokadą | Mokry materiał zatyka kruszarkę, zwiększając ładunek | Przyspieszone zmęczenie i zużycie |
| Nierównomierne wzory zużycia | Wilgoć chroni niektóre obszary, inne odsłania | Nierównomierne, nieprzewidywalne zużycie |
Praktyczne kroki w celu zarządzania odzieżą narażoną na wilgoć:
- Operatorzy mogą wstępnie przesiać materiał wsadowy w celu usunięcia nadmiaru drobnych cząstek i gliny przed kruszeniem.
- Montaż czujników wilgotności pozwala śledzić zmiany warunków podawania paszy.
- Stosowanie wkładek lub powłok antyadhezyjnych na zsypach i powierzchniach kruszarek ogranicza gromadzenie się materiału.
- Regularne czyszczenie i przeglądy zapobiegają długotrwałym uszkodzeniom spowodowanym korozją i zatkaniem.
Wskazówka:Operatorzy kontrolujący wilgotność i ilość drobnych cząstek w materiale zasilającym mogą wydłużyć żywotność podzespołów kruszarki szczękowej i ograniczyć nieplanowane przestoje.
Mechanizmy zużycia związane z wilgocią stanowią wyjątkowe wyzwanie w kruszeniu przemysłowym. Zrozumienie tych efektów pozwala operatorom podejmować lepsze decyzje dotyczące przygotowania wsadu, ustawień kruszarki i harmonogramów konserwacji. Wiedza ta przekłada się na dłuższą żywotność części i bardziej niezawodną pracę kruszarki.
Studia przypadków przemysłowych: wydajność kruszarki szczękowej

Przetwarzanie rud o wysokiej twardości
W kopalniach często przetwarza się rudy o bardzo dużej twardości, takie jak granit czy kwarcyt. Materiały te poddawane są ekstremalnym obciążeniom części kruszarki szczękowej. Operatorzy zauważają, że płyty szczękowe i tuleje zużywają się szybciej podczas kruszenia tych twardych skał. Płyty ze stali wysokomanganowej pomagają w ochronie przed tym zużyciem, ponieważ twardnieją w trakcie użytkowania. W jednej z kopalni operatorzy przeszli na niestandardowe płyty szczękowe o specjalnym profilu zębów. Ta zmiana wydłużyła żywotność i zmniejszyła liczbę przestojów na konserwację. Regularne przeglądy i terminowa wymiana zużytych części zapewniały płynną pracę kruszarki. Operatorzy dostosowali również układ podawania, aby uniknąć przeciążenia maszyny.
Produkcja kruszywa ściernego
Produkcja kruszywa ściernego, takiego jak kruszenie bazaltu lub żwiru bogatego w kwarc, stwarza trudne warunki dla części kruszarki szczękowej. Operatorzy obserwują w takich warunkach wysokie siły ścierania i uderzenia. Używają wysokiej jakości materiałów, takich jak stal manganowa, do produkcji płyt szczękowych ze względu na jej właściwości utwardzające. Kształt i profil zębów płyt odgrywają kluczową rolę w zarządzaniu zużyciem. Dopasowanie części eksploatacyjnych do konkretnego kruszywa pomaga w równomiernym rozłożeniu zużycia i zwiększa wydajność. Operatorzy pracujący w takich warunkach przestrzegają ścisłych harmonogramów konserwacji. Wymieniają części we właściwym czasie, aby zapobiec nieoczekiwanym awariom.
- Części kruszarki szczękowej są narażone na znaczne siły ścierne i udarowe występujące podczas produkcji kruszywa ściernego.
- Wysokiej jakości materiały i niestandardowe projekty pomagają zapobiegać zużyciu i zwiększają wydajność.
- Czas konserwacji ma kluczowe znaczenie dla optymalizacji żywotności.
Poniższa tabela podsumowuje różnice między zastosowaniami materiałów ściernych i mniej ściernych:
| Typ aplikacji | Szybkość zużycia | Użyty materiał | Potrzeby konserwacyjne |
|---|---|---|---|
| Kruszywo ścierne | Wysoki | Stal manganowa | Częste, zaplanowane |
| Mniej ścierny | Niżej | Stopy standardowe | Rzadziej |
Zmienna wielkość wsadu w zastosowaniach recyklingowych
W procesach recyklingu często stosuje się materiał wsadowy o zróżnicowanej wielkości i kształcie. Ta zmienność wpływa na wydajność kruszarki szczękowej i żywotność jej elementów. Operatorzy czasami obserwują zatykanie, a nawet zatrzymanie maszyny, gdy wsad zawiera duże lub nieregularnie ukształtowane elementy. Przemieszczenie szczęki kruszarki zmienia się wraz z wysokością wsadu, co wpływa na wydajność. Przed wyborem kruszarki szczękowej do recyklingu operatorzy analizują charakterystykę materiału i oczekiwaną wielkość wsadu. Zużycie energii zależy również od wytrzymałości materiału i wielkości otworu kruszarki. Kruszenie betonu o wysokiej wytrzymałości zużywa znacznie więcej energii niż kruszenie materiałów miękkich. Mniejsze rozmiary otworów kruszarki również zwiększają zużycie energii. Czynniki te pokazują, że zmienna wielkość wsadu i właściwości materiału odgrywają dużą rolę w wydajności kruszarki i żywotności części eksploatacyjnych.
Operatorzy monitorujący wielkość podawanego materiału i regulujący ustawienia kruszarki mogą zmniejszyć zużycie i zwiększyć wydajność w zastosowaniach związanych z recyklingiem.
Monitorowanie i redukcja zużycia w eksploatacji kruszarki szczękowej
Wybór materiałów na płytkę szczękową i tuleję
Wybór właściwegomateriały na płytki szczękowe i wkładyjest niezbędny do zmniejszenia zużycia kruszarek przemysłowych. Operatorzy często wybierają gatunki stali manganowej na podstawie twardości i ścieralności materiału wsadowego. Poniższa tabela porównuje popularne materiały i ich wydajność:
| Rodzaj materiału | Kluczowe właściwości | Przydatność do materiałów twardych/ściernych | Odporność na zużycie w porównaniu do Mn18Cr2 |
|---|---|---|---|
| Mn14Cr2 | Wysoka wytrzymałość na uderzenia, odporność na ścieranie | Miękkie lub nieścierne kamienie | Linia bazowa |
| Mn18Cr2 | Doskonała odporność na utwardzanie i ścieranie | Kamienie średnio trudne do ścierania, nieścierne | Linia bazowa |
| Mn22Cr2 | Wyższa odporność na ścieranie, dłuższa żywotność | Twarde i ścierne kamienie | Dłuższy niż Mn18Cr2 |
| Wkładki TIC | Bardzo wysoka twardość, odporność na uderzenia | Materiały bardzo twarde i ścierne | 1,5 do 2,5 razy dłuższy niż Mn18Cr2 |
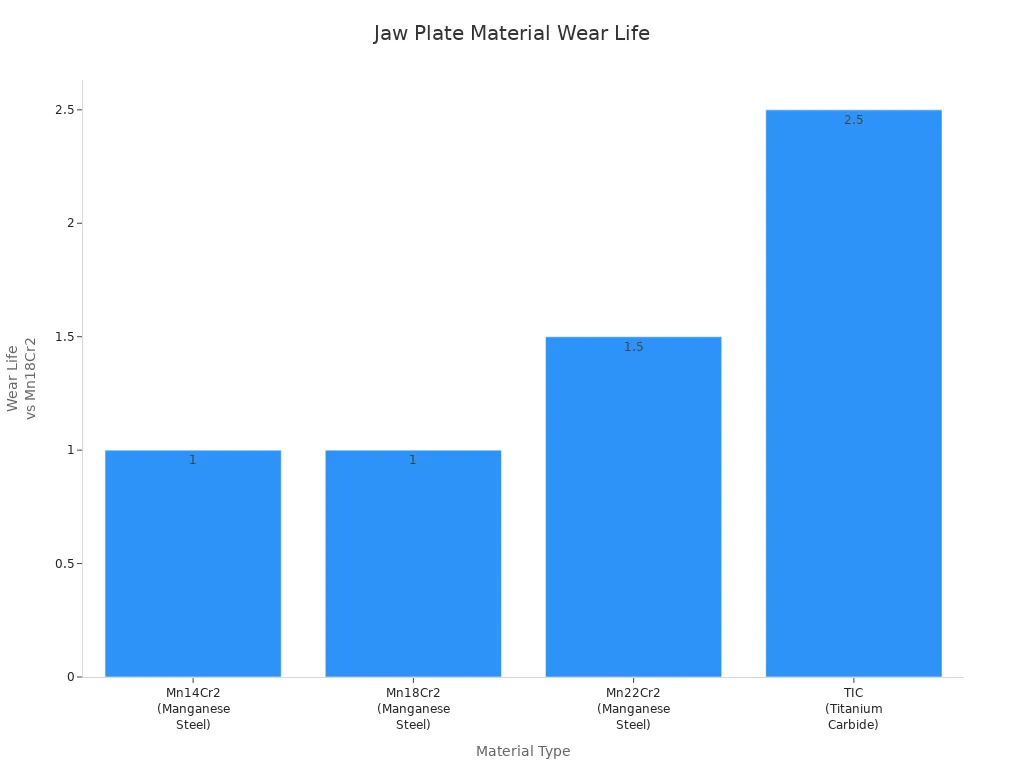
Operatorzy przetwarzający twarde lub ścierne materiały często wybierają płytki wkładkowe Mn22Cr2 lub TIC ze względu na dłuższą żywotność i krótszy czas przestoju.
Regulacja ustawień kruszarki i układów podawania
Prawidłowe ustawienia kruszarki i układ podawania materiału pomagają wydłużyć żywotność płyt szczękowych i tulei. Operatorzy stosują kilka strategii:
- Podawanie liniowe wyrównuje materiał z otworem kruszarki, zmniejszając ryzyko zatykania i nierównomiernego zużycia.
- Dławienie utrzymuje komorę wypełnioną przynajmniej w 80%, co sprzyja równomiernemu zużyciu i wydajnemu kruszeniu.
- Wstępne przesiewanie usuwa drobne zanieczyszczenia i materiały o dużych gabarytach, zapobiegając zatorom i nierównomiernemu zużyciu.
- Dobrze uziarnione podawanie zapewnia stałą wydajność i zmniejsza lokalne zużycie.
- Ograniczenie zawartości metali w materiale zasilającym chroni komponenty przed uszkodzeniem.
Regulacja ustawienia strony zamkniętej kontroluje również kąt docisku i wydajność kruszenia. Stałe podawanie materiału przez dławik i prawidłowe ustawienia utrzymują równomierne tempo zużycia i wydłużają żywotność kruszarki szczękowej.
Strategie konserwacji i monitorowanie zużycia
Skuteczne strategie konserwacji zmniejszają zużycie i zapobiegają nieoczekiwanym awariom. Operatorzy polegają na:
- Konserwacja zapobiegawcza obejmująca planowe kontrole i wymianę części przed wystąpieniem awarii.
- Konserwacja predykcyjna, wykorzystująca czujniki i narzędzia monitorujące w celu wczesnego wykrywania nieprawidłowości i planowania terminowych napraw.
- Zaawansowane systemy monitorowania, takie jak czujniki ultradźwiękowe i telematyka, dostarczają danych w czasie rzeczywistym na temat poziomów paszy i stanu urządzeń.
Operatorzy wykorzystują te strategie do śledzenia postępu zużycia i dostosowywania operacji w razie potrzeby. Monitorowanie w czasie rzeczywistym i automatyzacja pomagają utrzymać stabilny przepływ materiału, zmniejszyć zużycie i poprawić wydajność kruszarki.
Wskazówka: Połączenie konserwacji zapobiegawczej i predykcyjnej z nowoczesną technologią monitorowania skutkuje dłuższą żywotnością części i mniejszą liczbą nieplanowanych przestojów.
Podejścia predykcyjne w celu wydłużenia żywotności części
Nowoczesne zakłady przemysłowe opierają się na konserwacji predykcyjnej, aby zapewnić wydajną pracę kruszarek szczękowych. Podejście predykcyjne wykorzystuje technologię i regularny monitoring, aby wykrywać problemy, zanim spowodują one uszkodzenia. Operatorzy mogą wydłużyć żywotność części kruszarek szczękowych, stosując się do poniższych inteligentnych praktyk:
- Zainstaluj czujniki monitorujące temperaturę oleju smarującego i stan filtra. Wczesne wykrycie zmian sygnalizuje potencjalne problemy.
- Zaplanuj codzienne, cotygodniowe i comiesięczne kontrole, korzystając ze szczegółowych list kontrolnych. Regularne kontrole pomogą wykryć zużycie, zanim stanie się poważne.
- Wybierz płytki szczękowe o wyższej zawartości manganu, takie jak ZGMn13. Materiały te wytrzymują dłużej w trudnych warunkach.
- Dokręć śruby i nakrętki oraz dopasuj wierzchołki zębów do zagłębień. Prawidłowy montaż zapobiega nierównomiernemu zużyciu i przedwczesnemu uszkodzeniu części.
- Zamontuj urządzenia redukujące wibracje i kontroluj prędkość podawania. Te kroki zmniejszą obciążenie kruszarki i spowolnią jej zużycie.
Operatorzy stosujący konserwację predykcyjną rzadziej spotykają się z nieoczekiwanymi awariami, a ich żywotność jest dłuższa.
Dane z rzeczywistego świata pokazują wpływ tych strategii. Poniższa tabela przedstawia kluczowe usprawnienia wynikające z konserwacji predykcyjnej:
| Metryka wydajności | Statystyka poprawy | Opis wpływu |
|---|---|---|
| Wydłużenie żywotności części kruszarki | Do 30% | Wysokiej jakości materiały i predykcyjna opieka redukują konieczność wymian. |
| Redukcja przestojów | Do 30% | Inteligentne czujniki i wczesne wykrywanie pozwalają ograniczyć nieplanowane przestoje. |
| Oszczędności na kosztach utrzymania | Do 30% | Konserwacja dostosowana do potrzeb obniża koszty. |
| Wydłużenie żywotności części eksploatacyjnych (napędzane sztuczną inteligencją) | 15-20% | Sztuczna inteligencja i automatyzacja zwiększają trwałość. |
| Zmniejszenie częstotliwości wymiany tulei | 35% | Narzędzia predykcyjne oznaczają rzadszą wymianę linerów. |
| Zwiększenie żywotności części eksploatacyjnych (automatyzacja) | 2 do 4 razy | Automatyczna optymalizacja znacznie wydłuża żywotność części. |
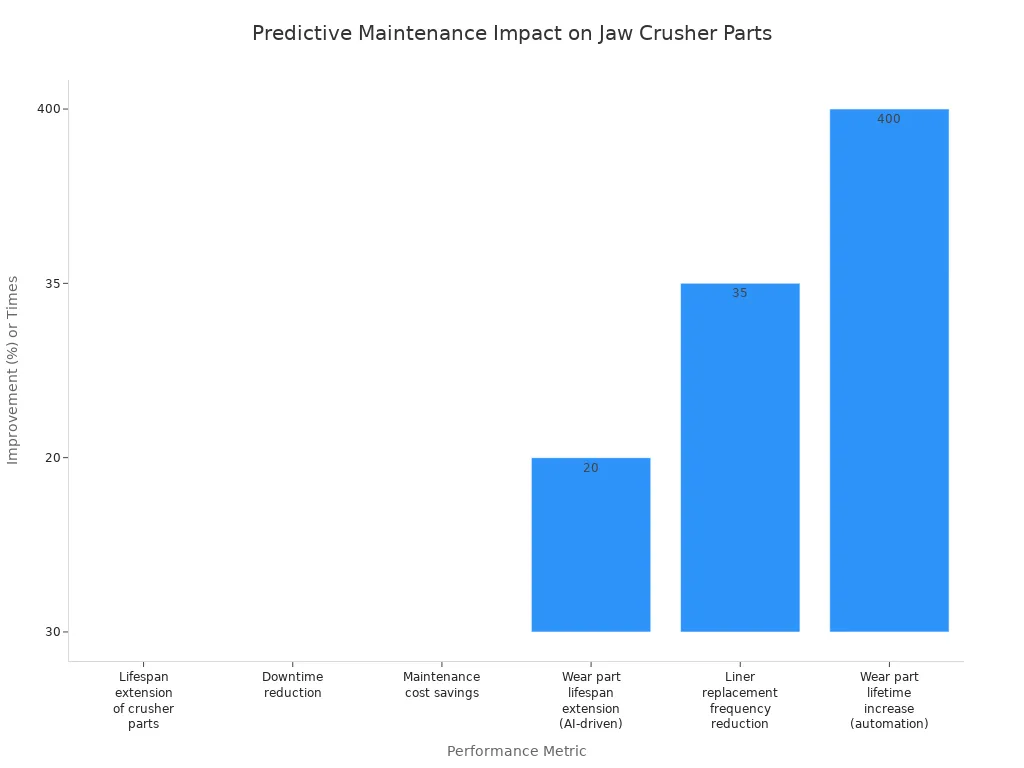
Inteligentne systemy sterowania kruszarkami, takie jak te stosowane w wiodących zakładach, wydłużyły żywotność części eksploatacyjnych o 15-20%. Liczba przestojów spadła o 40%, a częstotliwość wymiany tulei o 35%. Czujniki śledzące temperaturę, wibracje i zużycie pomagają operatorom reagować przed wystąpieniem awarii. To przejście od konserwacji reaktywnej do predykcyjnej wydłuża czas pracy maszyn i pozwala oszczędzać pieniądze. Predykcyjne podejście daje operatorom większą kontrolę i pewność co do wydajności kruszarki szczękowej.
Najlepsze praktyki optymalizacji żywotności części kruszarki szczękowej
Dopasowanie materiału płyty szczękowej do charakterystyki podawania
Wybór odpowiedniego materiału i konstrukcji szczęki jest kluczowy dla maksymalizacji żywotności części kruszarki. Operatorzy powinni:
- Wybierz stop szczęki na podstawie ścieralności materiału. Stop M1 dobrze sprawdza się w przypadku materiałów o niskiej ścieralności, takich jak wapień. Stopy premium, takie jak M2, M7, M8 lub M9, lepiej sprawdzają się w przypadku materiałów o wysokiej ścieralności, takich jak granit czy ruda żelaza.
- Dopasuj układ zębów do posuwu. Szerokie zęby (WT) pomagają w posuwach z dużą zawartością drobnych cząstek, zapobiegając ich gromadzeniu. Ostre zęby (ST) zapewniają płynne lub kątowe podawanie, redukując poślizg. Płyty o dużej grubości falistej (CC), wzmocnionej (HD) lub ultragrubej (UT) wytrzymują podawanie materiałów ściernych.
- Postępuj zgodnie z zaleceniami dotyczącymi modelu kruszarki. Na przykład, kruszarki CJ615 często wykorzystują płyty faliste o dużej grubości lub płyty o dużej wytrzymałości ze stopem M8 do podawania materiału ściernego.
- Obracaj płytki szczękowe w trakcie ich cyklu życia, aby zapewnić równomierne zużycie i zachować najlepszy kąt chwytu.
- Dostosuj ustawienia kruszarki, takie jak ustawienie zamkniętego boku i kąt docisku, aby dopasować je do właściwości podawanego materiału.
Dopasowanie materiału i konstrukcji płytki szczękowej do charakterystyki podawania pozwala zoptymalizować wydajność i wydłużyć żywotność części.
Regularna kontrola i terminowa wymiana
Rutynowe przeglądy i szybka wymiana zużytych części zapewniają wydajną pracę kruszarek. Operatorzy odnoszą korzyści z:
- Wczesne wykrywanie zużycia i uszkodzeń poprzez regularne kontrole płyt szczękowych, łożysk i innych podzespołów.
- Terminowa wymiana zużytych części, zapobiegająca dalszym uszkodzeniom i zapewniająca wydajność kruszenia.
- Właściwe smarowanie ruchomych części, zmniejszające tarcie i wydłużające żywotność maszyny.
- Systemy monitorujące, które powiadamiają operatorów o problemach, umożliwiając wczesną konserwację i obniżając koszty napraw.
Konsekwentny harmonogram konserwacji, obejmujący przeglądy i terminową wymianę części, wydłuża czas sprawności sprzętu i zmniejsza koszty operacyjne.
Szkolenie operatorów i optymalizacja procesów
Dobrze wyszkoleni operatorzy i zoptymalizowane procesy odgrywają kluczową rolę w redukcji zużycia. Operatorzy powinni:
- Aby zwiększyć wydajność i zmniejszyć zużycie, należy stosować właściwe stopniowanie posuwu i kontrolować prędkość posuwu.
- Dostosuj ustawienia kruszarki, takie jak ustawienie strony zamkniętej, używając podkładek i długości przełącznika, aby skompensować zużycie.
- Zmierz odstęp między szczękami, aby upewnić się, że ustawienia są prawidłowe.
- Regulacje należy wykonywać wyłącznie przy pustej i zatrzymanej kruszarce, aby uniknąć przedwczesnego zużycia.
- Postaw na automatyczne systemy smarowania zapewniające równomierne smarowanie łożysk.
- Poznaj techniki podawania i procedury konserwacyjne, aby zminimalizować zużycie i wydłużyć żywotność maszyny.
Szkolenie operatorów i optymalizacja procesów gwarantują niezawodną pracę i maksymalizują żywotność części kruszarki.
Właściwości materiału wsadowego wpływają na szybkość zużycia i żywotnośćczęści kruszarkiw warunkach przemysłowych. Operatorzy, którzy stosują proaktywny monitoring, dobierają materiały odporne na zużycie i dostosowują operacje, mogą wydłużyć żywotność części nawet o 50% i obniżyć koszty konserwacji. Branżowe testy porównawcze pokazują, że najlepsze praktyki obniżają koszty operacyjne o 10–20% i wydłużają żywotność sprzętu o 15%. Te usprawnienia prowadzą do wyższej wydajności i wysokiego zwrotu z inwestycji.
Często zadawane pytania
Jaka właściwość materiału wsadowego powoduje najszybsze zużycie płytki szczękowej?
Twardość i ścieralność powodują najszybsze zużycie. Twarde skały, takie jak granit lub minerały z kwarcem, ścierają się o płytki szczęk. Operatorzy częściej wymieniają szczęki podczas obróbki tych materiałów.
Jak wilgoć w materiale wsadowym wpływa na części kruszarki szczękowej?
Wilgoć może prowadzić do zatykania i nierównomiernego zużycia. Wewnątrz kruszarki gromadzą się lepkie materiały, zwłaszcza glina. To nagromadzenie zwiększa obciążenie części i może powodować szybsze zużycie.
Czy operatorzy mogą zmniejszyć zużycie poprzez regulację wielkości podawanego materiału?
Tak. Operatorzy kontrolujący wielkość wsadu i usuwający kamienie o dużych rozmiarach lub drobne elementy pomagają równomiernie rozłożyć zużycie. Takie postępowanie wydłuża żywotność płyty szczękowej i poprawia wydajność kruszarki.
Który materiał płytki szczękowej najlepiej nadaje się do podawania materiału ściernego?
Stal manganowaZ wkładkami o wysokiej zawartości chromu lub TIC najlepiej sprawdzają się w zużyciu ściernym. Materiały te radzą sobie z twardymi i ściernymi kamieniami, zapewniając dłuższą żywotność.
Jak często operatorzy powinni dokonywać przeglądu części eksploatacyjnych kruszarki szczękowej?
Operatorzy powinnisprawdź części eksploatacyjneCo tydzień. Regularne kontrole pomagają wykryć wczesne oznaki uszkodzeń. Terminowa wymiana zapobiega nieoczekiwanym awariom i zapewnia płynną pracę kruszarki.

Czas publikacji: 17 lipca 2025 r.